Discover the precision world of CNC machine parts: quality and endless possibilities
Precision hardware parts manufacturer, CNC lathe shop improves technology, enabling abrasives to reduce cycle and finishing time
by:Jingte
2022-09-27
For manufacturers of precision machined parts, the ability to produce tight-tolerance parts faster is key to staying profitable in a crowded, competitive market. To that end, machine shops are constantly looking for innovative ways to improve overall cycle times, including speeding up metal finishing operations.
While a CNC lathe shop may have some auxiliary finishing equipment, the main focus is machining. As a result, many shops have to send precision hardware parts out for secondary processing such as thermal deburring, tumbling and polishing.
However, as a precision metal machining company, machining metal parts with complex geometries on 4- and 5-axis machines, sending parts for secondary machining not only increases costs, but also affects quality and increases the time required. Deliver the parts to the customer.
'There's extra time, not to mention the extra cost of having someone else do the work. In today's competitive environment, we're often faced with short lead times from customers. Parts must be sent to external suppliers, which requires It took our preparation time and major planning,' said the technical engineer.
For many CNC lathe shops, a better option is to use a machine that can perform finishing tasks during the machining process.
'Anytime we can incorporate secondary machining into the machining process, we can save time and money and reduce the work we are doing,' added the technical engineer.
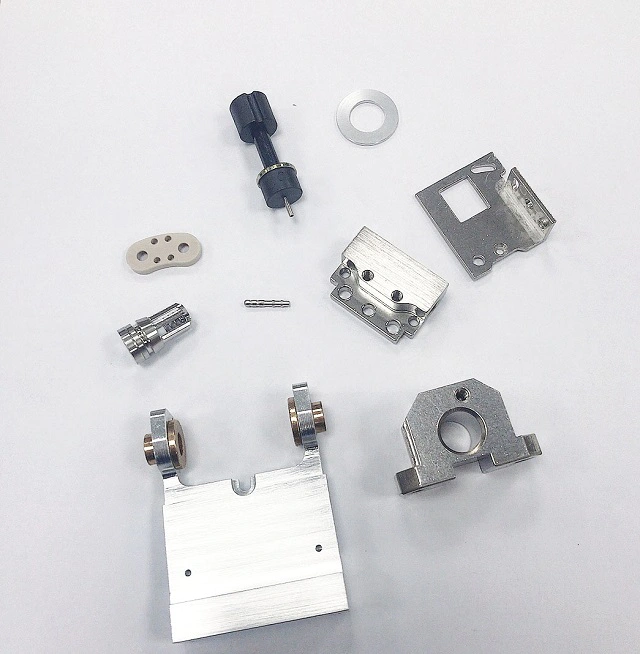
In one example, the production supervisor is responsible for making unique parts for a slide valve assembly with complex internal geometry that requires a high surface finish on the internal bore and eliminates any sharp edges of the drilled hole.
The spool valve, which is the movable element in the system, is used to direct the working fluid into the appropriate channel. This precision machining assembly is part of a larger product line for pressurized downhole drilling tools.
For proper operation, the valve employs an O-ring, which must seat properly and maintain tight contact with the hole without being cut by any sharp edges of the intersecting hole or undercut.
Our CNC lathes employ a highly specialized abrasive tool featuring small abrasive pellets permanently mounted on flexible filaments. Available in a variety of sizes, abrasive types and grits, the tool can be used for deburring, edge blending, cross-hatching, and removing cut, torn, or folded metal.
It's super easy to put the flexible whetstone in the tool holder, give it a simple toolpath loop and let it run. With the help of some other machine deburring tools, it can make complex 4-5 axis paths efficient.
To meet our customers' requirements, we must reliably remove burrs and sharp edges in cross-drilled holes and other hard-to-access areas such as undercuts.
This part has some undercuts and some intersecting holes, so we use the tool edge to break off and help blend the chamfers at the same time, the whetstone is one of the only tools that can achieve that advantage. It doesn't change the geometry of the feature, but it's round enough not to damage the O-ring.
A high surface finish is tuned on the inner bore of the valve assembly actuation. As part of a multi-step process, we use coarse grit to smooth out any irregularities left by the drilling process and finish the drilling with finer grit.
Final finishing operations can't accommodate much variation, so they require the uniform finish provided by flexible whetstones, and by using these tools we can achieve more consistent results.
(c)
Custom message
Related Products