Discover the precision world of CNC machine parts: quality and endless possibilities
Factors Affecting Tool Deviation During Hardware Machining
by:Jingte
2022-10-04
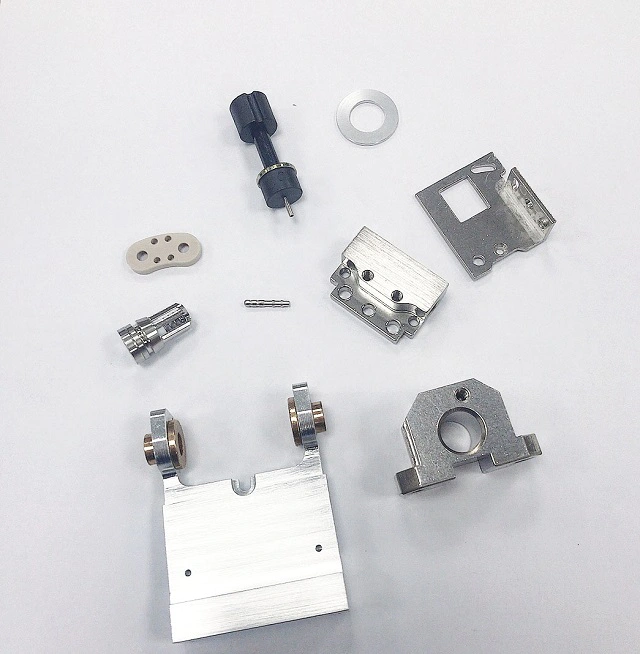
In order to produce small hardware machined parts with precision, precision, and a high-quality surface finish, it is important to minimize tool deflection. When the cutting force overcomes the stiffness of the tool, the tool deflects, causing the tool to bend. The tool may not flex significantly during operation, but the proof is in the final measurement. Parts made with deflection tools can be misshapen, out of tolerance, suffer from variation or exhibit a 'chatter' surface finish.
The use of tool deflection in hardware machining also accelerates tool wear and increases the likelihood of tool breakage. Therefore, in addition to improving the repeatability and quality of small hardware machined parts, preventing tool deviation can save money by reducing the frequency of tool changes and downtime during machine changes.
What is tool deflection?
The cutting tool is held tightly in the chuck during hardware machining. All parts of the collet and machine are rigid and compact; they prevent the tool from moving and limit its ability to bend within the chuck. Similarly, the parts being machined are ideally immovable and tightly clamped and supported on the platform.
Between these two extremes is the unsupported and cantilevered cutting portion of the tool. During the cutting operation, the tool pushes the material. But these materials are immovable. Some of the force is used to cut the material, but some of it pushes the cantilevered cutting part. This push causes the tool to bend away from the centerline, much like the tip of a fishing rod bends under the weight of the fish.
The factors that affect tool deviation in hardware processing, but the degree of tool bending can be summarized into two key factors:
1. Unsupported length - the number of tools hanging from the chuck.
2. Tool stiffness - this is also affected by several factors including:
To minimize tool deflection, the cantilever length should be minimized. The amount of tool hanging from the chuck should be the minimum required to complete the cut. More passes and smaller cuts reduce tool deflection. These factors should be balanced with the details of part geometry and finish requirements.
There are several influences in the selection of tool stiffness categories, including tool condition, tool material, tool size and shape - number of grooves, core diameter and shank diameter. If the tool is worn and dulled, the cutting efficiency is reduced and more force is required to achieve the same cut and polish as a sharp tool. Therefore, more tool deflection occurs. High-quality knives made from stronger, harder materials reduce tool deflection. Finally, larger diameter, more specifically larger core diameter tools are harder. Therefore, you should use the largest tool that the hardware machining part geometry allows.
Larger diameter or shorter tools may not always be available in the small hardware process. Some operations may require long-distance tools. In these cases, the tool should match the action. Long reach tools with larger diameter and therefore stiffer shanks are more suitable for deep features that require minimal cutting of the hardware surface. On the other hand, the operation of seamless groove walls requires long groove tools.
In conclusion, optimizing tool selection and setting geometry to minimize unsupported length and maximize tool stiffness in hardware machining can reduce tool deflection, thereby improving hardware part quality and reducing tool cost.
Custom message
Related Products